
Мы умеем плавить валы.
Флексо Плюс №6-2020 (стр. 28-31).
Автор: Ярчук М.В.
Я рад приветствовать читателей «Флексо Плюс» в 2020 г. Это шестая моя статья в журнале. Напомню, что мы первыми в России в 2010 г. стали заниматься лазерной очисткой анилоксов. Прошло 10 лет с момента открытия фирмы. Мы все еще здесь, в Санкт-Петербурге, строим лучшие в мире машины для очистки валов, а вы, читатель, там, в разных точках России, участвуете в полиграфическом процессе, работая в лучших в мире компаниях, надеюсь. И раз уж мы все собрались с разных сторон этого журнала, я — в виде букв, а вы — в виде читающих глаз, давайте попробуем узнать что-то новое.
Принцип лазерной очистки за время, прошедшее с момента написания последней статьи, не изменился. Короткий лазерный импульс с разной скоростью нагревает материалы с различными теплопроводностями. Если материалы «прикипели» друг к другу, то при быстром нагревании нарушается адгезия, происходит отрыв и вылет загрязнений с бόльшей теплопроводностью с поверхности, имеющей меньшую теплопроводность. В случае пар керамика-краска или железо-ржавчина это работает идеально. По-прежнему неэффективна очистка загрязнений с поверхности резины или капролона. В общем, в мире очистки наблюдается стабильность. Законы физики работают как часы.
Стабильность также наблюдается на рынках, где мы представлены.
В России нам доверяют очистку 780 типографий из 1222 (68%). В Германии 120 из 450 (27%), в Италии 50 из 300 (17%), во Франции 30 из 167 (18%).
Мы продали нашу мобильную очистку в Австралию. Надеюсь, теперь австралийским валам будет чисто и безопасно. Планируем запустить мобильный офис в США в начале 2021 г.
Так наш маленький сервис по очистке валов путешествует по планете Земля. А мы тем временем научились производить тяжелое стационарное оборудование для лазерной очистки анилоксов (рис. 1). Из того, чем можно гордиться, мы делаем машину, которая может вращать анилоксы весом до 600 кг так быстро и так точно, что позволяет очищать 1 м вала за 10 мин, без мелкого текста и ограничений. То есть мы действительно очищаем 1 погонный метр анилокса за 10 мин, вне зависимости от того, какие вы используете краски или лаки. Причем делаем это с гарантией безопасности, юридически прописанной в контракте, в полностью автоматическом режиме. Оператор вводит одну букву, одну цифру и нажимает на START.

Рис. 1. Стационарное оборудование для лазерной очистки анилоксов весом до 600 кг по технологии LaserEcoClean.
Также для рынка США, Канады и Мексики мы создали новую мобильную машину, которая позволяет очищать валы весом 200 кг со скоростью 1 погонный метр за 10 мин (рис. 2).
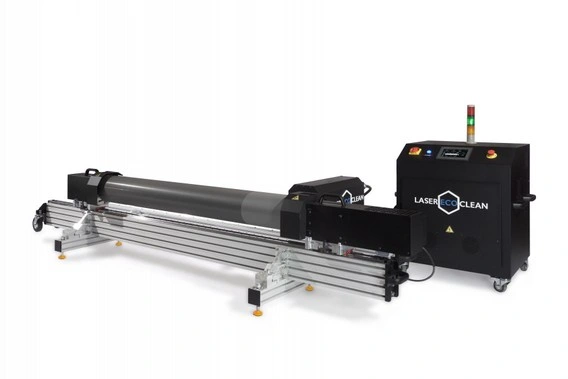
Рис. 2. Мобильное оборудование для лазерной очистки анилоксов весом до 200 кг по технологии LaserEcoClean.
Безопасность.
Что касается конкурентов, то наши предупреждения о том, что метод развертки лазерного луча сканатором вреден для анилоксов, — не все услышали. В результате несколько типографий приобрели опасные машины и закономерно лишились всего парка анилоксов. К ответственности, кстати, никто не привлечен. Может, зря мы беспокоимся о сохранности керамики валов?
Не думаю. Мы работаем на очень маленьком, даже в мировом масштабе, рынке. Каждый клиент для нас жизненно важен. Поэтому мы изначально обращали самое пристальное внимание на безопасность очистки.
Если вы слышали негативные отзывы о нашей технологии, напишите мне.
60 очисток подряд.
Как убедить в безопасности именно нашей технологии очистки людей, многие из которых работают начальниками производств, главными инженерами, технологами и директорами дольше, чем я живу?
Идею предложили наши потенциальные клиенты. Они придумали следующий эксперимент: мы очищаем анилоксовый вал 60 раз подряд. Если оплавления поверхности не произойдет, — значит, технология действительно безопасная.
Эксперимент не показался мне жизненным, так как очищать чистый анилоксовый вал нелогично ни с какой точки зрения. Если вы очищаете чистый вал 60 раз подряд, значит, что-то не так с оптимизацией труда на производстве. Но я понимал, что эксперимент нужно делать. Любые объяснения, почему задача не имеет смысла, говорят о том, что мы боимся тестировать технологию. Но мне действительно было не по себе. В 2010 г. я уже проводил тесты на безопасность лазерной очистки анилоксов. Я 40 раз очищал вал, но каждый раз перед очисткой наносил краску на поверхность (см. «Флексо Плюс» №6–2010, с. 42–46). Вся энергия лазера уходила в удаление загрязнений с поверхности, и при правильно подобранных режимах оплавления не происходило (рис. 3).
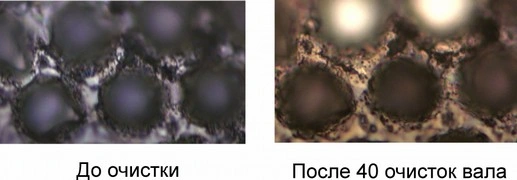
Рис. 3. Фотография одних и тех же перемычек вала до и после 40 очисток. Вал каждый раз покрывался краской перед очисткой.
Если «елозить» даже хорошо настроенным лазером по чистой поверхности, энергия будет уходить в нагревание керамики и может произойти оплавление. Мы написали в инструкции к оборудованию запрет на очистку чистых валов. Благодаря тому, что наша машина запоминает все очищенные валы за все время работы и сохраняет эти данные в облако, в программе машины мы прописали предупреждение на очистку одного и того же вала несколько раз в течение 2–3 дней. На этом и успокоились.
Но в 2020 г. вызов был брошен, и если 10 лет назад я потратил на эксперимент несколько дней и горбил спину над микроскопом, то в 2020 г. мы написали программу для одной из наших машин, установили грязный вал, запустили процесс очистки и ушли обедать.
Как был поставлен эксперимент.
Был взят вал, который никогда не очищался лазером. Выбран режим очистки «Классический», который мы устанавливаем на все наши стационарные машины. Сделана фотография ячеек до воздействия лазера. Написана программа для автоматической очистки вала 60 раз. Первый проход приводит к полному удалению загрязнений из ячеек. Следующие проходы идут по керамике, которая ничем не защищена от луча лазера. Мы сделали 60 проходов и сравнили вал под микроскопом до и после очистки. Интрига в том, что в России только мы являемся специалистами в оценке повреждений анилоксов под воздействием лазера с опытом работы более 10 лет. И вот какие правила контроля анилоксов мы используем: после очистки лазером (а в данном случаем после 60 очисток) при увеличении от 400 до 800 крат поверхность анилокса до очистки не должна отличаться от поверхности анилокса после очистки. Мы знаем, как происходит оплавление вала, но для тех, кто в этом не разбирается, вот описание: при плавном повышении мощности лазера мельчайшие элементы на поверхности перемычек вала начинают сплавляться в более крупные структуры. Постепенно шероховатость перемычек уменьшается, керамика становится «зеркальной». При дальнейшем увеличении мощности происходит оплавление самих перемычек, они теряют форму, а именно — увеличиваются в размере, и проседают те их части, которые находятся между узлами ячеек. Узел ячеек — место соединения трех перемычек. Если увеличивать мощность далее, происходит полное нарушение гексагональной структуры, затем наступает абляция керамики (мы отшлифовали вал и готовы к производству нового анилокса).
Итак, мы очистили 60 раз одно и то же место на валу. Вал был взят с линиатурой 300 и краскопереносом 4,9 (рис. 4).
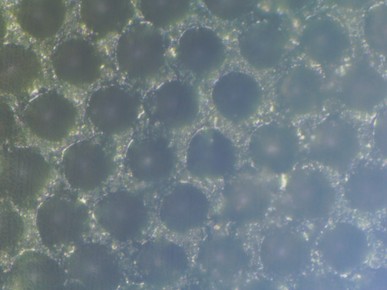
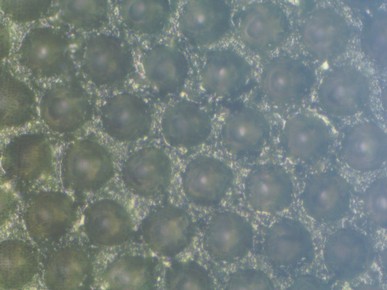
Рис. 4. Вал до очистки (слева) и после очистки (справа). Вал очищался 60 раз. Вся энергия лазера уходила в керамику.
Для меня этот результат был неожиданным. Я искренне полагал, что при непрерывной очистке анилокса на валу в любом случае должны происходить минимальные изменения структуры керамики в сторону сглаживания мельчайших элементов вала. Однако этого не произошло. Я позволю себе сделать вывод, что в случае, когда изменений нет после 60 очисток чистого вала, их не будет и после 200 очисток. Следовательно, наш «Классический» режим безопасен для очистки анилоксов любое количество раз, без каких-либо ограничений. Если в вашу голову закралась мысль об обмане, то мы сняли весь процесс на видео, одним дублем. Если хотите посмотреть 40 мин чистки вала лазером, напишите мне, я вышлю вам ссылку. Мы уже конкурируем на youtube с двумя часами горящего камина и пятью часами текущего в лесу ручья.
Тем не менее, я был уверен, что очистка чистого вала должна приводить к оплавлению. И мы стали подбирать режим, при котором оплавление все-таки произойдет.
Менялись режимы, машина послушно чистила чистый вал, фотографии до и после аккуратно сохранялись. Как видно по фотографиям (рис. 5), постепенное увеличение плотности мощности от режима 1 «Классический» до режимов 2 и 3 не приводит к оплавлению.
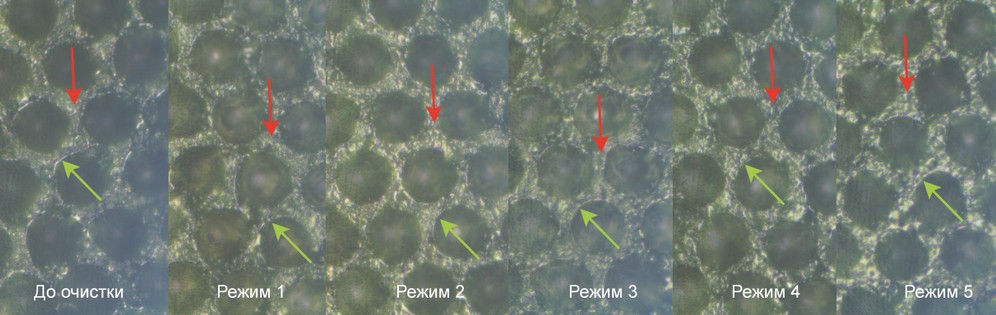
Рис. 5. Шесть фотографий вала. Слева направо: вал до очистки,
затем очистка чистого вала 60 раз с увеличением плотности мощности (ρ) от режима 1 — ρ минимальная до режима 5 — ρ максимальная.
затем очистка чистого вала 60 раз с увеличением плотности мощности (ρ) от режима 1 — ρ минимальная до режима 5 — ρ максимальная.
Мы можем увидеть, что перемычки содержат минимальные шероховатости (указаны красными стрелками), также некоторые ячейки имеют идеально круглый контур (показаны зелеными стрелками). Значит, первые три режима можно (и мы будем) использовать для очистки валов на постоянной основе. А вот на фотографиях режимов 4 и 5 можно увидеть, что мельчайшие элементы перемычек начинают сплавляться в крупные объекты (показаны красными стрелками). Также все ячейки становятся бесформенными (зеленые стрелки).
Последний режим очистки мы применяем в редких случаях, для очистки очень сложных валов, многие годы не очищавшихся от белых двухкомпонентных красок. Чаще всего вал, который очищается в таких режимах, не спасти другими методами. Тем не менее, как видно по фотографиям (рис. 6), одноразовая очистка таких валов возможна.
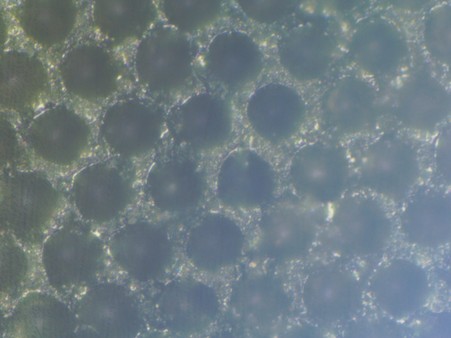
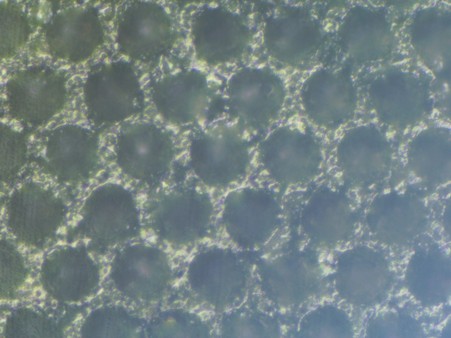
Рис. 6. Слева — вал до очистки.
В центре — одна очистка в жестком режиме (приемлемый результат). Справа — 60 очисток в жестком режиме (неприемлемый результат).
В том случае, если с валом производилась печать или он был опущен в кипсейку с краской после очистки, можно использовать даже самые суровые режимы на постоянной основе по нашей технологии. Разницы до и после одной очистки нет. Но тест на 60 очисток чистого вала этот режим не проходит. Значит, такие режимы следует использовать осмотрительно. Необходимо отметить, что несмотря на то, что мы не применяем этот режим для ежедневной очистки, после 60 очисток гексагональная структура структура осталась видна на поверхности анилокса, глубина ячеек не изменилась. Это значит, если вы будете диагностировать такой, на наш взгляд, оплавленный вал микроскопом Troika, вы не увидите разницы по краскопереносу.
А вот как происходит оплавление вала после использования сканирующих технологий.
Первый проход. Рисунок 7. Красными кружками отмечены зоны оплавления. Шероховатости на перемычках оплавляются, поверхность становится зеркальной, гладкой и начинает лучше отражать свет.
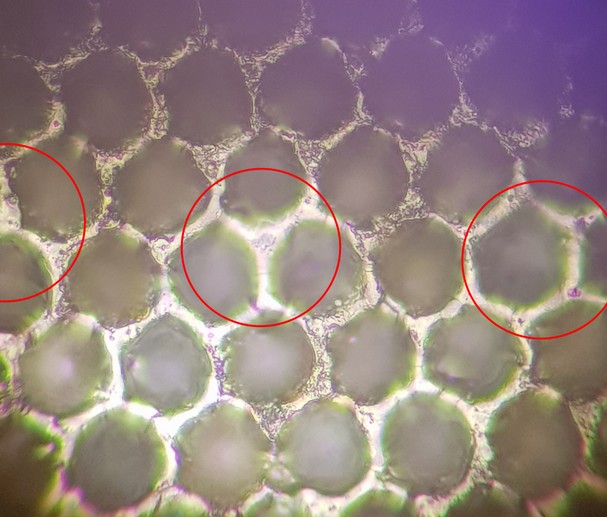
Рис. 7. Красными кружками отмечены зоны, в которых произошло оплавление перемычек.
После второго прохода перемычек с шероховатостями почти не остается (рис. 8).
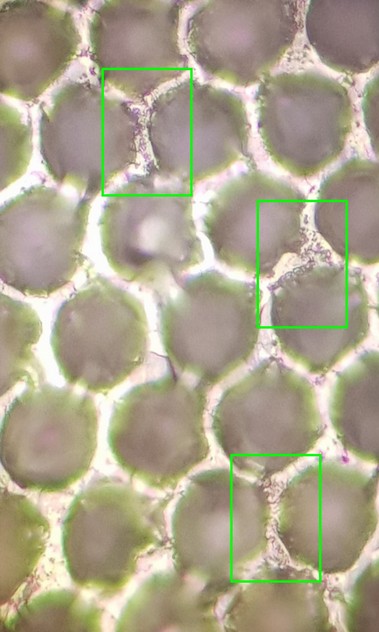
Рис. 8. Зелеными прямоугольниками показаны неповрежденные области.
Валы после нескольких лет очистки (рис. 9 слева). Troika начала фиксировать падение краскопереноса. На рис. 9 справа — вал без воздействия лазерного излучения.
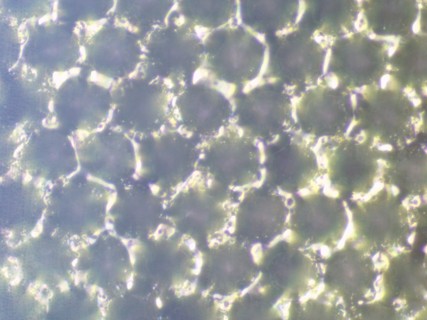
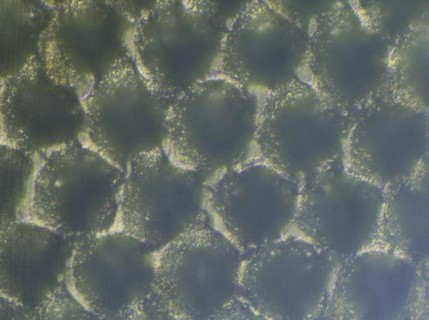
Рис. 9. Слева — результат работы сканирующих технологий после 20–30 очисток. То, как должен выглядеть неоплавленный вал, — справа.
Принципиальная разница в точности технологий. Мы используем быстрое вращение вала и позиционируем луч лазера таким образом, что каждый импульс ложится с минимальным перекрытием по оси Х и по оси Y. Также мы используем точную систему вращения вала, выставляем до десятков микрон параллельность между ходом каретки и осью вращения вала. Все это позволяет нам формировать на поверхности анилокса пятно лазера с одинаковой плотностью мощности по всей длине вала. В сканирующих технологиях невозможно точное позиционирование одного импульса лазера в одной точке вала (рис. 10).

Рис. 10. Развертка лазера зеркалом. Импульсы ложатся хаотично. Изображение взято с сайта http://www.ksworldtek.com/product/
В точку попадает от 3 до 15 импульсов, что вкупе с неправильно подобранными режимами дает катастрофическое оплавление валов после первых двух проходов. И полную потерю работоспособности анилокса через некоторое, довольно короткое, время.
Какой можно сделать вывод?
Мы производим единственную в мире машину, которая позволяет выполнять глубокую очистку анилоксов ежедневно, без вреда для керамики. И мы гарантируем это юридически.
Тем же, кто не верит в российские технологии, мы рекомендуем проверять наших конкурентов десятком очисток чистого вала. И в обязательном порядке прописывать в контракте ответственность за ваш парк анилоксов. Любая технология, даже наша, при неправильном использовании опасна.
А мы гораздо точнее понимаем теперь границы безопасности своего оборудования и можем уверенно ответить на любые возникшие у вас вопросы.
За 10 лет мы очистили 50 000 валов. Продали 33 машины в 11 стран мира: Англию, США, Мексику, Германию, Францию, Польшу, Белоруссию, Азербайджан, Россию, Китай, Австралию. Мы уже 10 лет головой отвечаем за сотни тысяч евро ваших инвестиций в анилоксовые валы. Потому что мы умеем плавить анилоксы. А также, в отличие от наших конкурентов, умеем их не плавить. Вот и весь секрет. Спасибо за потраченное на чтение время. Надеюсь, вы хоть раз улыбнулись. И будьте здоровы.