
Каждый день, каждый месяц, круглый год.
Три года назад мы, говоря о глубокой очистке анилоксов (Флексо-Плюс №6-2010), сравнивали классические способы очистки: УЗ, химию и гранулы, с неизвестным тогда в России лазерным способом очистки анилоксовых валов.
Сегодня можно говорить о том, что способ прижился. Первые наши клиенты успели очистить все свои валы по 3-4 раза. Многие крупные типографии, с количеством валов или гильз от 20 до 100 штук, попробовав 1-2 вала, принимали решение об очистке всего парка анилоксов. Большинство типографий очищает от 5 до 10 валов.
Мы чистим валы непосредственно на производстве (мобильная очистка), работаем с офсетными типографиями (лаковые валы), чистим хромированные валы от клея и лака, очищаем валы глубокой печати, валы после пожаров и валы для гофропроизводств.
В этой статье хотелось бы поговорить не только о плюсах лазерной очистки анилоксов, но о ее нюансах и недостатках.
На данный момент существует несколько предложений по лазерной очистке в Европе:
- это испанское оборудование для лазерной очистки.
- фирмы по оказанию услуг лазерной очистки анилоксовых валов в Голландии и Германии.
- наша компания, которая первая в России предложила свою технологию безопасной лазерной очистки LaserEcoClean™, а также, на базе данной технологии, производит оборудование для очистки любых типов гильз и валов.
Когда мы начинали заниматься лазерной очисткой анилоксовых валов (ЛОАВ), мы не изучали технологии конкурентов и создали оборудование, конструкция которого отличается от европейских аналогов.
Сейчас на рынке представлено несколько вариантов оборудования для лазерной очистки анилоксов.
- способ очистки с помощью развертки лазерного луча.
- технология очистки, при которой вал кладут на вращающиеся ролики, и удаляют загрязнения лазерным лучом, сфокусированным в пятно большого диаметра.
- мы имеем патент на оборудование, спроектированное по принципу токарного станка. Вал или гильза любого размера и весом до 150 кг закрепляется в бабках, вал вращается с достаточно большой скоростью, очистка идет лазерным пятном небольшого размера.
Минус очистки анилокса с помощью развертки лазерного луча в том, что сложно контролировать количество импульсов, которые попадают в каждую точку вала. А это приводит к неравномерному нагреву керамики. Плюсом технологии является возможность очистки тяжелых валов, весом более 150 кг., а также валов, которые сложно демонтировать (очистка вала в печатной машине).
Очистка анилокса на медленно вращающихся роликах не позволяет использовать пятно лазера малого размера (иначе очистка происходила бы слишком долго). А используя пятно лазера большого размера, сложно получить в нем равномерное распределение энергии. Также крупными пятнами невозможно без наложений просканировать поверхность анилокса, что опять приводит к неравномерному нагреву керамики. Плюс данной технологии заключается в эргономичной, простой и дешевой системе вращения валов. Минус – в качестве и безопасности очистки.
Технология, которую предлагаем мы, базируется на низкопороговом термомеханическом режиме удаления загрязнений (НТР). Этот режим нарушает адгезию между материалами с разной температуропроводностью. Например, пара керамика-краска, керамика-лак. При быстром нагреве загрязнителя создается ударная волна, которая выбрасывает мелкие частицы краски из ячеек. Частицы сгорают в лазерном излучении у поверхности анилокса, и мы видим так называемый факел.
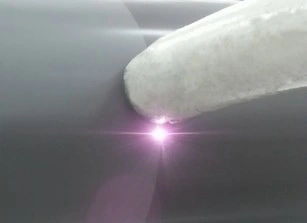
Рисунок 1. Факел у поверхности анилоксового вала. Слева область после очистки. Справа – грязный вал.
Остатки краски – пыль и небольшое количество дыма фильтруется и удаляется из зоны очистки. Нагрев перемычек при таком режиме лазерной очистки, минимальный. Лазер, который мы применяем для удаления загрязнений из ячеек вала (волоконный лазер, срок службы более 6 лет непрерывной работы), используется для абляции керамики при изготовлении анилоксовых валов. Абляция керамики происходит при температуре » 3000°С, плавление - » 1500°С, очистка в НТР режиме » 250-500°С. Для безопасной и равномерной очистки анилоксового вала мы организовали сканирование вала лучом лазера таким образом, чтобы в каждой точке вала происходило удаление загрязнений именно в термомеханическом режиме (с учетом неравномерного распределения энергии в лазерном пучке).
Для этого нам потребовалось создать оборудование с минимальными биениями при вращении валов, с отклонением луча от фокуса (перетяжки) в пределах 50 мкм., а также организовать подачу и вращение вала таким образом, чтобы мы всегда знали, сколько импульсов и с какой плотностью мощности попало на анилоксовый вал. Система полностью автоматизирована. Данную технологию автоматической очистки анилоксов мы назвали LaserEcoClean.
Благодаря этой технологии:
- мы можем гарантировать более 60 очисток анилоксового вала, без каких-либо последствий для керамического слоя вала;
- технология позволяет равномерно очищать валы и гильзы любых размеров;
- благодаря тому, что луч лазера сфокусирован нами в пятно малых размеров, мы удаляем краску не только из ячеек вала, но и изо всех углублений, трещин и каверн на поверхности перемычек вала.
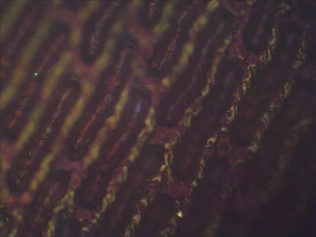
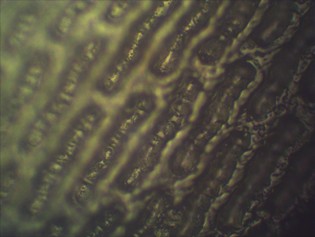
Рисунок 2. Ячейки и перемычки вала до (слева) и после (справа) безопасной лазерной очистки по технологии LaserEcoClean.
Вал при этом выглядит и переносит краску как новый, за исключением естественного износа.
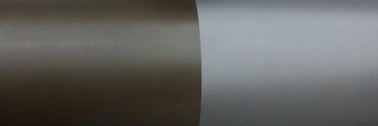
Рисунок 3. Вид вала до и после безопасной лазерной очистки по технологии LaserEcoClean.
У любой лазерной технологии есть минусы.
Если очистка от УФ красок и лаков происходит обычно без проблем, то чистка белых спиртовых и водных красок, которые «каменеют» на донышках ячеек, иногда вызывает трудности.
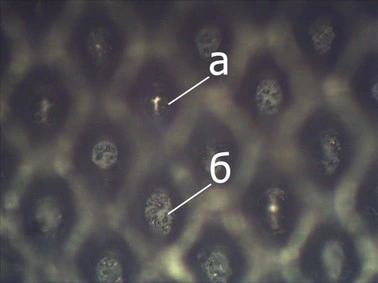
Рисунок 4 а) чистое донышко, б) «закаменевшая» краска.
«Окаменевшую» краску невозможно удалить химией, ее не берет УЗ очистка, и валы, с забитыми на 15-20% ячейками продолжают работать по нескольку лет. Краска в таких ячейках отвердевает настолько, что ее удаление возможно при 2 - 5 проходах луча лазера.
Мы сканируем вал лучом лазера по спирали, поэтому первое время у нас были сложности с очисткой неравномерно загрязненных валов.

Рисунок 5. Вал неравномерно забит «закаменевшей» белой краской.
Мы решили данную проблему, заполняя ячейки специальной жидкостью, которая легко смывается ацетоном и не испаряется во время вращения вала. Такая жидкость принимает на себя энергию луча лазера, в пустых от краски ячейках. И не мешает очистке в ячейках, забитых краской.
Еще одна проблема для нас, как для фирмы, которая оказывает услуги по очистке валов – малая эффективность тех способов, что уже установлены в типографиях. Ячейки валов, из которых мы удаляем краску, вне зависимости от установленных на производствах систем очистки, в подавляющем большинстве забиты на 20-30%. Очистка валов с такими загрязнениями занимает больше времени, чем очистка валов, за которыми тщательно ухаживали (редкость). Для примера: очистка вала с машины Fischer & Krecke по нашей технологии занимает 60 минут при длине вала 1330 мм., а очистка вала с машины Windmöller & Hölscher (длина вала 1346 мм.) - 38 минут. Разница – в системе ежедневной смывки валов, которая установлена в машинах. В W&H, она качественнее, и это позволяет медленнее накапливать не удаляемый остаток засохшей краски на дне ячеек. Это говорит о том, что основной фактор быстрого накопления не удаляемого остатка на донышках ячеек - отсутствие или низкое качество ежедневных процедур по уходу за валом.
У нас нет задачи очернить какой-либо из классических или современных способов очистки анилоксов. У каждой технологии есть своя ниша. Химия – всегда под рукой, УЗ дешев и привычен. Но при этом качество очистки классическими способами резко отличается от 100% удаления краски лазером.
Мы проводили исследования в крупных типографиях, сравнивали очистку Recyl Cobra, очистку УЗ с очисткой валов по технологии LaserEcoClean. Мы просили очистить вал (340 Lpi, 4,9 vol, Cyan) химией или УЗ, после этого половину вала очищали по нашей технологии. Печатники выкатывали плашку, технологи замеряли разницу краскопереноса (оптическая плотность, взвешивание, объем ячеек с помощью Troika AniCam). Измерения оттисков показали, что после очистки Cobra, Dr изменилось с 1,3 (до очистки) на 1,42 (после очистки). Очистка того же вала лазером (LaserEcoClean) дала прирост Dr до 1,63.

Рисунок 6. Вал после очистки Recyl Cobra, наполовину очищен лазером.
Очистка вала после УЗ показала следующие результаты: привес краски с 0,2 (УЗ) до 0,4 (LEC) (оптическая плотность при этом выросла 2,58 до 2,68). Еще один вал после УЗ очистки показал изменение объема ячейки с 6,3 см3/м2 (УЗ) до 7,0 см3/м2 (LEC) (оптическая плотность при этом выросла 0,17 до 0,33).
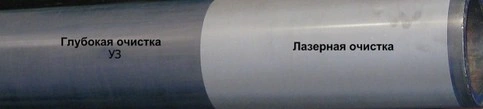
Рисунок 7. Вал после очистки УЗ, наполовину очищен лазером.
Вы наверняка добивались требуемого краскопереноса от вала со средними загрязнениями, очистив его химией. Но при этом не знали, что на донышках ячеек остаётся невымытая полностью краска. И накопление не удаляемого остатка на донышке ячейки произойдет значительно быстрее, чем на новом валу, или на валу, очищенном с помощью лазера.
а)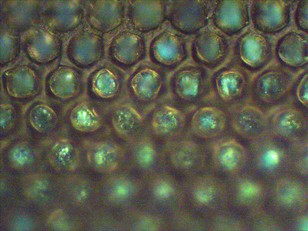 б)
б)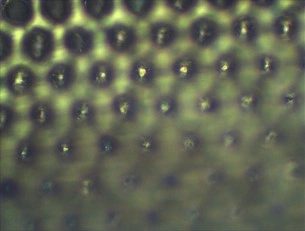
Рисунок 8. а) остатки краски на дне ячеек после очистки Cobra. б) донышки после лазерной очистки.
Сложно говорить, как быстро «уйдет» паспортный краскоперенос вала после того или иного способа очистки. Однозначно можно сказать лишь одно - после лазерной очистки вал будет сохранять свои характеристики по краскопереносу так же долго, как новый вал на вашем предприятии, с учетом типа красок, количества тиражей и качества ежедневной, еженедельной и ежемесячной смывки валов.
В 2013 году мы можем говорить о новой эре в очистке валов. Сегодня, благодаря лазерной очистке, вы за 30 минут можете вернуть краскоперенос вала к паспортным значениям. А с нашей технологией LaserEcoClean™ можно сделать это без вреда для керамики. После очистки не требуется никаких дополнительных действий. Можно сразу ставить анилокс в печатную машину.
Используя в типографии каждый день чистые анилоксы, вы сможете сделать процесс флексопечати более технологичным и предсказуемым.
При этом у нашей технологии очистки нет никаких расходных материалов. В то время как ручная, автоматическая и УЗ очистка требуют ежемесячных затрат на расходники.
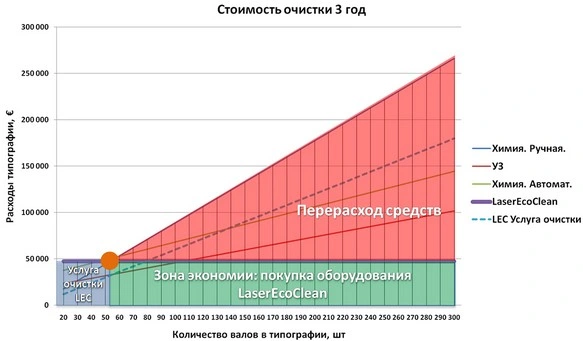
Рисунок 9. Себестоимость различных способов очистки на третий год использования, при следующих вводных:
банка химии – 200-300 €, расход - 1 банка на 10 валов в месяц.
Жидкость для УЗ 8€\литр, расход - 0,3 л\вал.
Жидкость для химической очистки 18€\литр, расход - 0,5 л\вал.
Мы производим оборудование для лазерной очистки анилоксовых валовс технологией LaserEcoClean.

Рисунок 10. LaserEcoClean™.