
Технология глубокой лазерной очистки анилоксовых валов.
Флексо Плюс №6-2010 (стр. 42-46).
Авторы: Самохвалов А.А., Ярчук М.В.
Казалось бы, нет необходимости объяснять современным полиграфистам роль глубокой очистки анилоксовых валов в технологическом процессе флексопечати, а также влияние очистки на качество конечной продукции. Об этом написано немало статей (например, Флексо Плюс № 2-2010, Анилоксовые гильзы: как сохранить рабочее состояние и избежать повреждений). Однако до сих пор нет единого мнения, какие технологии обеспечивают полное и безопасное удаление засохшей краски со дна ячеек растрированного валика. Причина в том, что существующие способы очистки валов не универсальны и их применение ограничено как технологическими причинами, типами красок и линиатурами валов, так и экономическими – например, высокой стоимостью оборудования. Проанализируем современные способы глубокой очистки.
Сравнительный анализ современных способов очистки анилоксов.
Сформулируем основные требования к технологии глубокой очистки растрированных валиков:
сухие остатки красочного пигмента, смолы и др. веществ, оседающие на дне ячейки, должны полностью удаляться;
при очистке ячеистая структура анилоксового вала не должна быть повреждена;
используемые средства очистки должны быть экологически безопасны.
Рассмотрим самую распространенную технологию очистки, очистку с помощью химии. Данный способ предполагает либо использование специального оборудования, либо требует применения ручного труда. Однако, ни в первом, ни во втором случае не возможен контроль глубины очистки: краска размягчается и благополучно остается на дне ячеек валика. Никакой щеткой нельзя удалить краску, т.к. размер щетинок много больше диаметра ячейки анилокса.
Если говорить о безопасности химического метода, то тут также ставим “минус”: использование химии зачастую приводит к коррозии металлической основы валика, а затем и к отслаиванию керамического покрытия.
С экологической точки зрения это самый опасный способ, химические реагенты, используемые для данной цели, представляют прямую угрозу кожному покрову человека.
Исходя из выше изложенного, можно сделать вывод, что результат очистки при данном способе непредсказуем и небезопасен. Плюсом является относительно невысокая стоимость паст, и широкая распространенность метода, обусловленная его технологической простотой.
Ультразвуковой способ гораздо безопасней предыдущего в экологическом аспекте, но он также не может удалить засохшую краску со дна ячейки, так как процесс кавитации («холодного кипения»), на котором основан этот способ очистки слабо поддается контролю, что, в конечном итоге, не обеспечивает требуемого качества глубокой очистки. Также ультразвук может быть не безопасен для керамического покрытия, вследствие интерференции звуковых волн, приводящей к перераспределению их интенсивности с образованием максимумов, что, в некоторых случаях, приводит к локальному растрескиванию покрытия. В группе риска – старые, а также высоколиниатурные и низколиниатурные валы.
Применение ультразвука на порядок лучше химии, но до требуемого качества очистки ещё далеко, ввиду низкой технологичности процесса. Поэтому, при указанных способах глубокой очистки, срок службы валов, в среднем, на порядок ниже, прогнозируемого производителем вала. Стоит отметить общий недостаток двух рассмотренных способов – это ограничение по типу красок: засохшие водные и титановые краски практически не поддаются удалению.
Наиболее совершенным является струйный метод очистки вала с применением специальных гранул (в некоторых случаях применяется сода). В данном способе используется ударное воздействие гранул на засохшую краску, однако полная очистка ячейки также не возможна, так как импульс частицы постоянен и не меняется в зависимости от глубины ячейки. Струйный метод не является безопасным для высоколиниатурных валиков, так как может служить причиной разрушения тонких перемычек. Эффективность способа также ограничена высокой линиатурой: размер гранул больше размера ячеек. Качество гранул оказывается залогом качества очистки, что ставит типографию в зависимость от поставщика расходных материалов. Струйный метод оптимален для очистки анилоксовых валов средней и низкой линиатуры, однако оборудование для очистки данным способом доступно только очень крупным типографиям.
Отметим, что все обозначенные способы требуют относительно небольших (до 50000 рублей в месяц), но постоянных затрат на расходные материалы: приобретение химии, размягчающих паст (для ультразвука), гранул (соды) для струйного метода и.т.п.
В отличие от рассмотренных способов очистки лазерный метод очистки анилоксовых валов (ЛОАВ) лишен большинства обозначенных недостатков: засохшая краска полностью удаляется со дна ячеек; используемые плотности мощности не разрушают тонкие перемычки валика; способ не требует никаких расходных материалов и экологически безопасен. К минусам способа относятся: сложность поиска режимов безопасной очистки вала, и технологическая сложность установки.
Достоинства и недостатки способа ЛОАВ.
Прежде всего, кратко изложим механизм лазерной очистки поверхностей (рис.1).
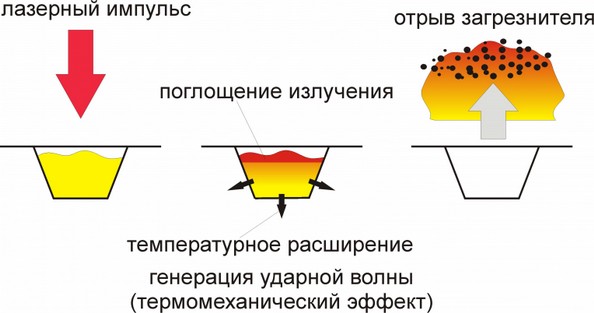
Рис.1 Принцип лазерной очистки.
Удаление загрязнителя может происходить двумя путями: первый – это прямая абляция (испарение), второй – способ термомеханического (ударно-волнового) удаления. Низкопороговое термомеханическое удаление краски является безопасным для подложки и требует меньше времени. При поглощении излучения возникает быстрое температурное расширение загрязнителя. При этом происходит изменения его термодинамических свойств. Образуется поверхность разрыва (ударная волна), которая нарушает адгезию засохшей краски к поверхности. По окончании воздействия лазерного излучения, за счет упругих свойств загрязнителя возникает инерционная сила [2], которая и является причиной отрыва засохшей краски.
Изменяя фокусное расстояние, можно регулировать глубину очистки, а также обеспечить удаление краски сразу из нескольких ячеек, сфокусировав лазерный луч в пятно нужного диаметра. Ни тип красок, ни высокие линиатуры не являются ограничением для ударно-волнового механизма лазерной очистки.
Для подтверждения безопасности данного метода в СПбГУ ИТМО были проведены эксперименты по многократной очистке анилоксов от белой TiO2 краски. После каждой 5–ой очистки мы производили фотосъемку одних и тех же семи ячеек (Рис.2).

Рис.2 Подтверждение безопасности лазерного способа очистки анилоксов.
Таким образом, лазерная очистка является универсальным способом, позволяющим удалять любые типы полимерных и органических загрязнений, а также чистить анилоксы любых линиатур, не разрушая микрорельефную поверхность. Метод не требует никаких расходных материалов и является экологически безопасным (Рис 3). Срок службы современного волоконного лазера около 30 000 часов.
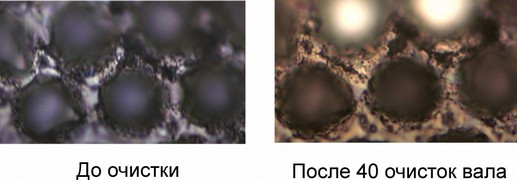
Рис. 3 Сравнительный анализ существующих способов очистки анилоксовых валов.
На сегодняшний день, оказанием услуг по лазерной очистке и диагностике состояния анилоксовых валов занимается Санкт-Петербургская фирма “ЛазерЪ”. По результатам исследований, проведенных в университете ИТМО, были предложены технологические режимы безопасной глубокой ЛОАВ, а также создан прототип машины для оказания услуг по очистке валов. Размеры очищаемых валов до 920 мм. (полный размер вала). Скорость очистки вала с длиной рабочей области 300 мм. от 30 до 60 минут, в зависимости от степени загрязнений. В данный момент разрабатывается промышленный образец машины. Отметим, что стоимость зарубежных аналогов устройств для лазерной очистки составляет 350 – 400 тысяч евро.
Что касается диагностики валов, то для оценки качества очистки применяются современные металлографические микроскопы, имеющие увеличение до 1000 крат. Для оценки глубины ячеек используется профилометр, с радиусом закругления иглы 5 мкм. Данное оборудование позволяет оценить степень загрязнения валов до очистки, проконтролировать качество очистки вала, а также гарантировать безопасность лазерной очистки.
Технологические аспекты лазерной очистки анилоксовых валов.
Наиболее эффективным для удаления тонких слоев загрязнителя, как с точки зрения производительности, так и с энергетической точки зрения, является многоимпульсный режим лазерной очистки [1,2]. Поэтому для удаления любых загрязнений с микрорельефной поверхности анилоксового вала целесообразно использовать импульсный волоконный лазер. Данный лазерный источник имеет широкий диапазон перестройки частоты следования импульсов (f=20÷100 кГц) и высокое качество пучка M2=1,1. Плюсом является то, что полиграфические краски хорошо поглощают ближнее инфракрасное излучение (для длины волны = 1,06 мкм коэффициент поглощения ~0,8).
Удаление слоя краски имеет пороговую характеристику. В зависимости от температуры воздействия последовательно происходит плавление, термомеханическое удаление краски, и, далее, - испарение. Оптимальным, для безопасного удаления загрязнений, мы считаем режим термомеханического удаления краски [2].
На сегодняшний день математических моделей термомеханического удаления не разработано, но можно сделать энергетические оценки, необходимые для построения технологического процесса. Для удаления краски необходимо нарушение её адгезии к поверхности анилоксового вала, что вызывается смещением частицы загрязнителя, происходящим вследствие температурного расширения [2]:
где k – коэффициент, учитывающий характер нагрева загрязнителя, hp – толщина частицы (глубина ячейки растрированного вала), ap – коэффициент линейного температурного расширения, T – заданная температура.
Коэффициент k=0,5, так как частица нагревается равномерно по толщине [4]. Значения теплофизических коэффициентов краски можно принять равными значениям физико-химическим константам канифоли, так как на дне ячеек растрированного вала засыхают связующее и пигмент полиграфических красок. Связующее представляет собой модификацию органических смол, поэтому:
где  – теплоемкость, теплопроводность, плотность, коэффициент линейного термического расширения канифоли, соответственно [3].
– теплоемкость, теплопроводность, плотность, коэффициент линейного термического расширения канифоли, соответственно [3].
Температура кипения полиграфической краски составляет примерно 250 °C [3], при этом известно, что за счет термомеханического эффекта отрыв загрязнителя происходит в твердой фазе [2]. Поэтому можно считать заданную температуру T не более 250°C. Необходимо отметить, что температура при лазерном гравировании валов достигает 2 500°C.
Подставляя T, найдём смещение частицы по формуле (1): dp=0,2 мкм, (пределы интегрирования взяты от 0 до 10 мкм, что соответствуют толщине удаляемого красочного слоя).
На основании заданной температуры (250°C) возможно сделать оценку максимальной плотности мощности qmax. Для этого воспользуемся решением одномерного уравнения теплопроводности, выраженного через плотность мощности qmax [4]:
где Тн – начальная температура.
Условие одномерности лазерной очистки анилоксовых валов хорошо выполняется для радиуса пятна 50 мкм и длительности импульса τ=100 нс:
где rп – размер пятна лазера, мкм; a p– температуропроводность, м 2/с; τ – длительность импульса, нс.
Подставляя значения всех коэффициентов в (2): q max=1,49×10^8 Вт/м 2.
Найденное значение плотности мощности легко обеспечивается современными технологическими лазерами.
Экспериментальные исследования.
Для проведения исследований валов был спроектирован и воплощен в металле прототип машины для ЛОАВ (рис.4). Лазерная головка 2, состоящая из коллиматора и фокусирующего объектива 7, устанавливалась на координатный стол 1, который управлялся с помощью персонального компьютера 8. Таким образом, можно было регулировать скорость и шаг сканирования вдоль растрированного вала 5 и обеспечивать настройку фокусного расстояния с точность до единиц микрон.
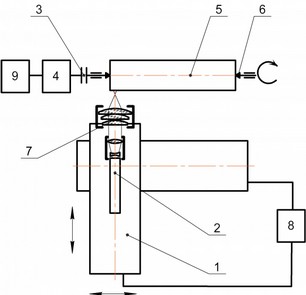
Рис.4 Схема экспериментальной установки
1 – координатный стол, 2 – лазерная головка, 3 – соединительная муфта, 4 – электродвигатель,
5 – растрированный вал, 6 – центрирующие конуса, 7 – фокусирующий объектив,
8 – персональный компьютер, 9 – источник питания
Растрированный вал 5 фиксировался в центрирующих конусах 6 и приводился во вращение от электродвигателя постоянного тока 4 через соединительную муфту 3, скорость вращения регулировалась напряжением от эталонного источника питания 9. В эксперименте использовался импульсный волоконный лазер мощностью 10 Вт, имеющий волоконную доставку излучения (на рис.4 не показано).
Исследования были проведены для различных типов красок (УФ-отверждающиеся, водные, спиртовые), очищаемые валы имели различную конфигурацию рельефа (ширину и форму ячеек). Были поставлены эксперименты по очистке застарелых загрязнений (более месяца), а также по очистке от свежей краски. Результаты представлены на рис.5. Параметры эксперимента сведены в таблицу 1.
Отметим, что предоставленные анилоксовые валы имели трещины микрорельефа, которые и были использованы для подтверждения безопасности лазерного способа очистки. Нами был сфотографирован один и тот же участок поверхности вала до и после эксперимента (рис.5, I а и б). Как видно из микрофотографии размеры трещин не изменились, что свидетельствует о безопасности предлагаемого метода.
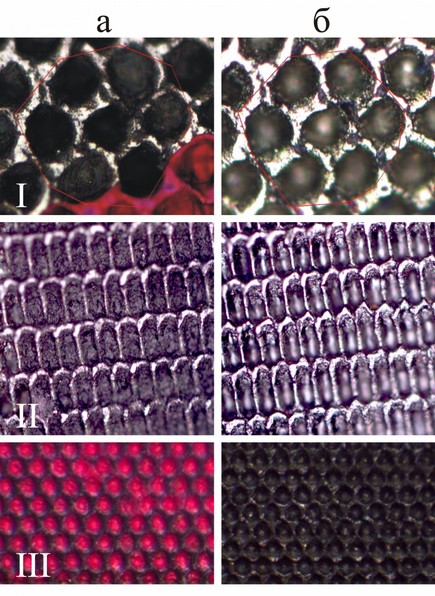
Рис.5 Результаты лазерной очистки: а – загрязненная область, б – очищенная область;
I – вал с шириной ячейки 30 мкм (очистка от УФ-краски), II – вал с размером ячейки 20×50 мкм (очистка от УФ-краски),
III – вал с шириной ячейки 120 мкм (очистка от свежей спиртовой краски)
Максимальная производительность процесса, реализованного с помощью лабораторной установки, один вал, с длиной рабочей области 500 мм., в час. Частицы краски удалялись в твердой фазе, что существенно упрощает технологический процесс: вместо вытяжной системы возможно использование абсорбирующей пленки.
Заключение.
В настоящей работе экспериментально подтверждена эффективность и безопасность лазерной очистки растрированных валов. Разработанный процесс качественно превосходит все современные методы очистки: полностью удаляет краску из ячеек анилоксового вала, не разрушает микрорельефную поверхность, экологически безопасен и является высокотехнологичным, так как проходит в одну стадию.
Авторы благодарят профессора В. П. Вейко за возможность проведения экспериментов и полезные обсуждения.
Литература
1) В. П. Вейко, Т. Ю. Мутин, В. Н. Смирнов, Е. А. Шахно, С. А. Батище Лазерная очистка поверхностей металлов: физические процессы и применение // Изв. вузов. Приборостроение. 2008. Т. 51, № 4. С. 30–36.
2) Вейко В. П., Шахно Е. А. Физические механизмы лазерной очистки поверхности // Известия РАН, сер. физическая, т.65, №4, 2001, с.584–587.
3) Новый справочник химика и технолога. СПб: Профессионал, 2002.
4) Вейко В. П., Либенсон М. Н. Лазерная обработка. Л.: Лениздат, 1973.
